市場訊息

焊接容器測漏原因:焊接容器的密封性能影響整個產品的品質, 而密封性能又是由焊接的品質決定的, 焊縫處如果存在不合格的漏點, 會直接影響焊接容器的密封性能.
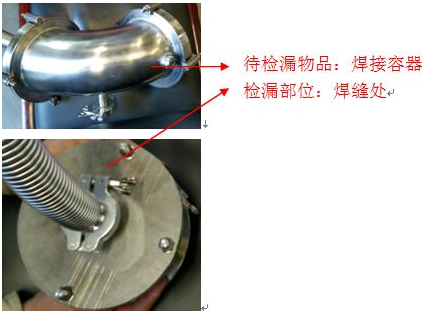
傳統氣泡測漏法:普通的測漏方法是將壓縮氣體充入焊接容器中然後泡在水裡, 觀察是否有氣泡冒出, 如果有氣泡冒出說明有漏. 這種測漏方法有很大的局限性. 一是精度差, 通常 10 min 冒一個氣泡對應的漏率是 E-4 級別; 二是誤差大, 操作人員犯困或不留神沒觀察到氣泡將導致漏檢; 三是不被國際客戶認可, 一般國外客戶均要求提供氦質譜測漏儀測漏的資料.
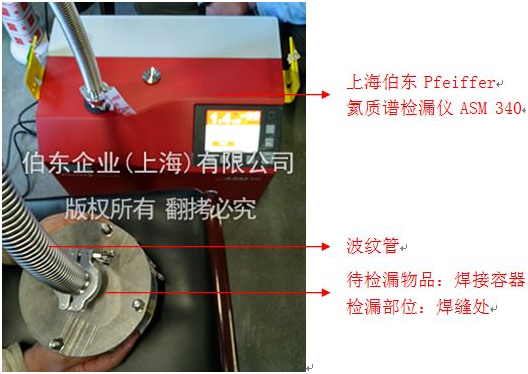
焊接容器氦質譜測漏方法: 採用氦質譜測漏儀測漏的方法很方便, 僅需通過波紋軟管將測漏儀與焊接容器連接, 採用真空法測漏, 按下測漏儀的啟動鍵, 待螢幕指示條變成綠色開始在焊接點噴氦氣. 如果某一點有漏, 測漏儀馬上報警同時顯示漏率值, 如果不漏, 測漏儀將沒有反應. 伯東代理的 Pfeiffer 氦質譜測漏儀 ASM 340, 測漏精度高, 真空法漏率 5E-13 Pa m3/s, 易操作免維護, 目前廣泛應用於洩漏檢測行業.
* 更詳細的焊接容器測漏方法歡迎致電 021-5046-3511
氦質譜測漏儀 ASM 340 優點
1. 前級泵配備旋片泵(油泵)Adixen Pascal 1015 I 抽速高達15 m3/h
2. 分流式分子泵 Pfeiffer Splitflow 50 對氦氣抽速 2.5 l/s
3. 氦質譜測漏儀 ASM 340 對氦氣的最小檢測漏率:
真空模式: 5E-13 Pa m3/s
吸槍模式: 5E-10 Pa m3/s 目前業界公認最小漏率
4. 移動式操作面板(有線, 無線)
5. 集成 SD卡, 方便資料處理
6. 抗破大氣, 抗震動, 降低由操作失誤帶來的風險性
7. 豐富的可選配件, 如吸槍, 遙控器, 小推車, 旁路裝置, 標準漏孔等
8. 檢測時間短
若您需要進一步的瞭解詳細資訊或討論, 請參考以下聯絡方式:
上海伯東:葉小姐 臺灣伯東:王小姐
T: +86-21-5046-3511 ext 109 T: +886-3-567-9508 ext 161
F: +86-21-5046-1490 F: +886-3-567-0049
M: +86 1391-883-7267 M: +886-939-653-958
ec@hakuto-vacuum.cn ec@hakuto.com.tw
www.hakuto-vacuum.cn www.hakuto-vacuum.com.tw
伯東版權所有, 翻拷必究!