氦質譜測漏儀熱處理、真空焊接爐、滲碳爐測漏應用
氦質譜測漏儀熱處理、真空焊接爐、滲碳爐測漏應用
應用七、氦質譜測漏儀真空焊接爐測漏 (江蘇無錫某設備廠)
一、真空焊接爐測漏原因
真空焊接爐 (vacuum brazing furnace) 使用 Pfeiffer 羅茨泵機組 (DUO 250 + WKP2000) 抽真空,要求真空度需要到達 1x10-5 mbar 左右真空環境下才能有效工作,不能達到真空度,或者抽速較慢,都有可能是由於存在漏點所致,故對於真空焊接爐的測漏尤為必要。
二、真空焊接爐測漏方法
Pfeiffer HLT 560 氦質譜測漏儀提供兩種測漏模式,正壓模式(sniffer mode) 及負壓模式 (vacuum mode), 真空焊接爐多採用測漏儀的負壓模式即真空模式測漏,將氦質譜測漏儀與真空系統連接,最好連接在排氣口附近(也就是泵組的進氣口處),真空系統都會有泵組在抽真空,所以在泵的進氣口處連接氦質譜測漏儀是在氣流的運動方向上,很容易有一部分分壓分給氦質譜測漏儀,從而達到測漏的效果。
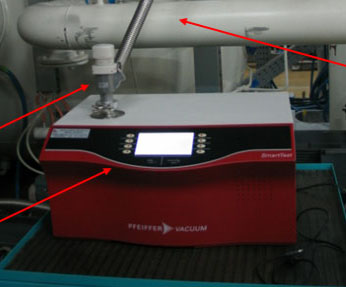
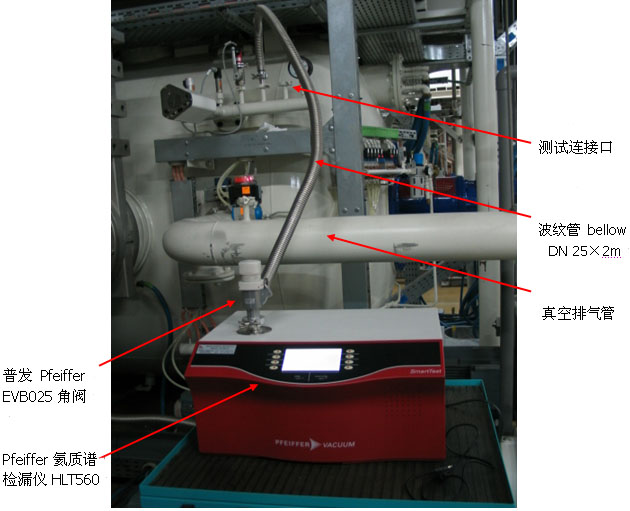
如圖氦質譜測漏儀真空焊接爐測漏應用:

三、 真空焊接爐測漏形式說明
使用氦質譜測漏儀真空模式檢測真空焊接爐是業界所採用的最廣泛的檢測方法,真空焊接爐使用真空系統抽真空, 氦質譜測漏儀連接在真空爐的排氣端,由於氣流都會走向真空系統,如果噴氦氣有漏的話,都會經過測漏儀抽氣口,氦質譜測漏儀檢測到氦氣後就可以在漏率上有一個變化,從而達到測量效果。
應用八、氦質譜測漏儀高壓真空斷路器測漏(遼寧瀋陽某變壓器廠)
一、 高壓真空斷路器測漏原因
高壓真空斷路器(high voltage vacuum switchgear)要保證產品性能可靠和穩定,還要考慮到對人造成的危害,所以一定要進行測漏;以前高壓真空斷路器的測漏方法為 SF6 測漏,但是成本和氣體消耗都很高,並且如果有洩露的話對環境會產生污染,如果和水氣混合的話會形成高腐蝕性溶劑,所以使用氦質譜測漏儀可以避免以上問題。如果使用氦氣回收系統,則會大大降低使用成本。為現今廣泛使用的測漏方法。
二、 高壓真空斷路器測漏方法
Pfeiffer HLT560 氦質譜測漏儀提供兩種測漏模式:正壓模式(sniffer mode)及真空模式(vacuum mode)。一般來說,高壓真空斷路器普遍採用 sniffer 模式。檢測時必須對開關容器內進行抽真空,排出裡面的水蒸氣和其它雜質,然後沖入一定壓力的氦氣,氦質譜測漏儀使用 Sniffer 模式,報警值設定在 1.0 x10-5 mbar l/s。當然,這裡的示蹤氣體為 He4。在實際測漏過程中,如果高壓真空斷路器有漏的話,氦氣測漏儀的吸槍在靠近時數值會明顯變化,並超過設定值,確認有漏。
啟動氦氣回收系統-----氦氣充入被檢工件----測漏儀吸槍對工件找漏點。



三、高壓真空斷路器測漏形式說明
該方法測漏操作簡單,氦氣可回圈利用,首先將高壓真空斷路器內的空氣用真空泵抽出,到達真空度約為 1.0 x10-2 mbar 即可,然後充入純氦氣,壓力到達 1.5 bar 左右即高於一個大氣壓(目的是使高壓真空斷路器內外形成壓差,便於測漏)。測漏結束後通過氦氣回收系統回收氦氣,需要注意的是這種測漏方式對氦氣回收系統的氣密性提出了很高的要求,若該系統有漏,會影響到氦質譜測漏儀對被檢工件的讀數,因此要求測漏的場所必須通風效果良好。氦氣回收系統工作性能可靠的話會有 95% 的氦氣可回收再利用,大大降低了使用成本。
應用九、氦質譜測漏儀真空滲碳爐測漏應用(江蘇昆山某熱處理廠)
一、真空滲碳爐測漏原因
真空滲碳爐 (Vacuum Cementite Furnace) 使用神港精機(shinko seiki)羅茨泵機組(SR-75BⅡ+ SMB-C15) 抽真空,要求真空度需要到達 1x10-3 mbar 左右真空環境下才能有效工作,
由於滲碳處理需要溫度大約 900℃ 下進行,如果密封不好的話工件很容易氧化,造成整爐的工件保費,損失巨大。所以真空滲碳爐的密封性非常重要,測漏非常關鍵。
二、真空滲碳爐測漏方法
Pfeiffer HLT560 氦質譜測漏儀提供兩種測漏模式, 真空模式 (vacuum mode) 及正壓模式 (sniffer mode),真空滲碳爐多採用測漏儀的負壓模式既真空模式測漏,將氦質譜測漏儀與真空系統連接,最好連接在排氣口附近(也就是真空泵組的進氣口處),真空系統都會有泵組在抽真空,所以在泵的進氣口處連接氦質譜測漏儀是在氣流的流向上,很容易有一部分分壓分給氦質譜測漏儀,從而達到測漏的效果。
如圖氦質譜測漏儀測漏示意:

Pfeiffer 氦質譜測漏儀連接在機械泵組的進氣口處,首先啟動泵組,對滲碳爐抽真空,同時啟動氦質譜測漏儀,此時質譜測漏儀上面的 Pfeiffer EVB 025 角閥一定處於關閉狀態,當泵組抽真空到達一定真空度(最高背壓為 25 mbar業界最高)時,可以進行測漏操作。

測漏工作準備就緒,泵組抽真空到達一定真空度後,氦質譜測漏儀為待機狀態,EVB 025 角閥處於關閉狀態,此時可以按下測漏儀啟動鍵,氦質譜測漏儀開始測漏,然後慢慢開啟角閥,觀察漏率值的變化,由於測漏儀和真空滲碳爐的腔體聯通,有真空度的變化,所以漏率值也會產生變化,等到漏率值平穩,再將角閥慢慢開到最大,等待數值穩定,可以噴氦氣進行測漏。


當噴氦氣後氦質譜測漏儀顯示漏率值超過設定值,並且有明顯的報警聲音,表明此處有漏點,然後在漏電處做標記,在進行其他部位的測漏。
當檢測中找到漏電後,由於有氦氣進入真空系統,所以漏率值會緩慢上升,為了更快速檢測下一個漏電,可以按下顯示幕左下方的 ZERO 鍵,對測漏儀進行本底清零,隨即可以查找下一個漏點,達到節省時間的效果。
三、真空滲碳爐測漏形式說明
使用氦質譜測漏儀真空模式檢測大型真空爐是業界所採用的最廣泛的檢測方法,真空焊接爐使用真空系統抽真空,氦質譜測漏儀連接在真空爐的排氣端,由於氣流都會走向真空系統,如果噴氦氣有漏的話,都會經過測漏儀抽氣口,氦質譜測漏儀檢測到氦氣後就可以在漏率上有一個變化,從而達到測量效果。
若您需要進一步的瞭解詳細資訊或討論, 請參考以下聯絡方式:
上海伯東: 葉小姐 臺灣伯東: 王小姐
T: +86-21-5046-3511 ext 107 T: +886-3-567-9508 ext 161
F: +86-21-5046-1490 F: +886-3-567-0049
M: +86 1391-883-7267 (微信同號) M: +886-975-571-910
qq: 2821409400
www.hakuto-vacuum.cn www.hakuto-vacuum.com.tw